ماشین های چرخ دنده تراش با ابزار مارپیچ (hob)
ماشین های چرخ دنده زنی هاب (gear hobbing) چرخ دنده تراشی غلتی است که در آن hob به معنی ابزار قالب تراش یا ابزار تراشنده مارپیچی شکل است. معمولا ماشین های هاب به دو صورت در صنعت مشاهده می شوند.
- با اسپیندل های افقی
- با اسپیندل های عمودی
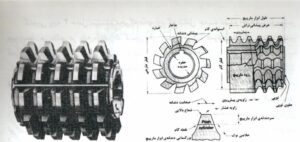
با استفاده از ابزار تراش به شکل صفحه دندانه دار مستقیم، می توان چرخ دنده های اینولوت تولید کرد. اگرچه استفاده از یک صفحه دندانه دار به عنوان ابزار تراش امیتاز بزرگی دارد(ساختن چنین ابزار تراشی آسان است)، این روش تولید چرخ دوعیب اساسی دارد. اول اینکه باید ابزار تراش یا چرخ دنده خام، حرکت رفت و آمدی داشته باشد وعمل تراش فقط در یک مسیر انجام می شود. دوم اینکه همراه با چرخش چرخ دنده خام، صفحه دندانه دار باید در جهت طولی حرکت کند (یا چرخ دنده خام به صورت درگیر روصفحه دندانه دار بغلتد)، در نتیجه لازم است صفحه دندانه دارخیلی بلند یا چرخ دنده خیلی کوچک باشد. در غیر اینصورت پس از ایجاد چند دندانه، صفحه و چرخ از درگیری خارج می شوند. این دو مشکل با ابزار تراش مارپیچ مرتفع می گردد. در واقع تیغه فرز هاب را می توان یک چرخ دنده شانه ای (rack) فرض کرد که حول یک استوانه تحت یک زاویه کوچک پیچیده شده تا به صورت دندانه های یک پیچ درآید و سپس با ایجاد شیارهای طولی روی این دندانه ها، لبه های برشی هاب به وجود آمده است. در پشت هریک از سطح های تراش مارپیچ، خلاصی ایجاد شده است(ابزار تراش مارپیچ را می توان یک پیچ حلزونی بریده بریده نیز فرض کرد) با یک نوع تیغه فرزهاب می توان چرخ دنده های ساده، مارپیچ و حلزونی با ابعاد مختلف را تولید کرد. با استفاده از تیغه فرز های هاب با فرم دندانه مخصوص می توان دیگر انواع قطعات دندانه دار نظیر چرخ زنجیر (sprocket) و هزار خار(spiline) را نیز ساخت. در روش هاب زنی با استفاده از یک تیغه فرز هاب با یک گام خاص می توان انواع چرخ دنده های ساده و مارپیچ با همان گام را تولید می نمود.
اجزای اصلی هاب در شکل نشان داده شده است. در این ماشین میز که حامل قطعه کار است، ثابت می باشد. روی بستر ماشین 1 گیرنده متقابل 7 کشویی دارای حرکت عمودی قرار می گیرد.

اجزای اصلی ماشین فرز دنده زنی غلتکی
1-بستر ماشین 2-جعبه دنده برای حرکت شعاعی، جعبه دنده اختلافی 3-کشویی پایه با حرکت محوری 4-واحد میز ثابت 5-پایه کشویی ماشین 6- واحد حامل کلگی فرز و موتور محرکه 7-گیرنده متقابل قطعه کار
ماشین نشان داده شده در شکل دارای میز گرد است که قطعه کار را می گیرد و در کشویی بستر 2 قرار داده شده است.روی کشویی بستر پایه متقابل 3 با گیرنده متقابل دارای حرکت عمودی 4 قرار می گیرد. روی پایه 5 کشویی فرز 6 و قسمت بیشتر سیستم محرکه قرار می گیرد.
ماشین فرز دنده زنی غلتکی با میز گرد کشویی
بستر ماشین 2- کشویی با گیرنده متقابل 3- کشویی گیرنده 4و5- پایه با سیستم محرکه فرز
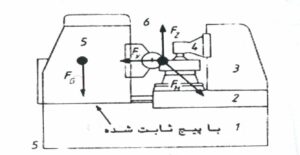
در این ماشین نیروی برش اصلی در فرزکاری غلتکی و نیروهی عکس العمل هم جهت یا عمود بر محور قطعه کار، نیروی پایه اصلی شمای جعبه دنده سیستم محرکه ابزار و پیشروی مربوط به ماشین های فرز مدرن غلتکی در شکل 4-6 نشان داده شده است.
سیستم محرکه پشروی کشویی فرز و پایه شامل موتور محرکه و محور ساچمه ای بعد از موتور می باشد.
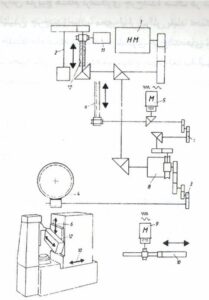
شمای جعبه دنده ماشین فرز دنده زنی غلتکی
1-موتور محرکه غلتش 2-محور فرز با فرز غلتکی 3-چرخدنده های تعویضی تقسیم 4-جعبه دنده تقسیم میز 5-موتور محرکه جهت حرکت محوری 6-محور کشویی ابزار 7-چرخدنده های تعویضی اختلافی 8-جعبه دنده اختلافی 9-موتور محرکه حرکت شعاعی 10-محور پایه ماشین 11-موتور حرکت مماسی 12-محور کشویی مماسی
موتور اصلی HM حرکت محور تیغه فرز و حرکت چرخشی میز کار را توسط سیستم حلزون و چرخ حلزون جعبه دنده 5 ایجاد حرکات مجزا و تکی با عث می شود. حرکت چرخشی میز مستقل از دور تیغه فرز می باشد. بدین جهت بایستی هر دو دور با یک نسبت انتقال معین نسبت به هم قرار گیرند.برای دنده زنی رابط زیر استفاده می شود:
نسبت انتقال ، دور قطعه کار ) ( ، دور فرز ) ( ، تعداد گام تیغه فرز)نخ)=G ، تعداد دندانه چرخ دنده مورد نظر= Z
نسبت انتقال توسط جعبه تقسیم که بین سیستم محرکه فرز و میز کار تعیین شده و بایستی بین تعداد دندانه لازم Z تعداد گام تیغه فرز قابل تنظیم باشد.
طرز کار ابزار تراش مارپیچ هنگام تراشکاری چرخ دنده صاف در شکل 7 نشان داده شده است. برای تراشیدن چرخ دنده صاف، محور ابزار تراش باید تحت زاویه مارپیچ ابزار نسبت به محور چرخ دنده ها بسته شود. در تراشکاری چرخ دنده های، زاویه مارپیچ چرخ دنده به اطراف محور ابزار تراش افزوده می شود و جهت تغذیه ابزار به موازات محور چرخش چرخ دنده خام است.
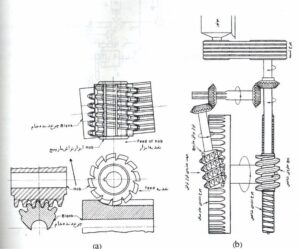
شکل7-a – رابطه بین ابزار تراش مارپیچ و چرخ دنده خام در ماشین کاری یک چرخ دنده صاف b نمایش ترسیمی آن
تراشکاری چرخ دنده با ابزار دنده تراش مارپیچ یک عمل پیوسته است که درآن ابزار تراش مارپیچ و چرخ دنده خام به وسیله جعبه دنده به هم مربوط شده اند. تا درگیری کامل داشته باشند. برای شروع عمل تراش، ابزار تراش را طوری تنظیم می کنند که از چرخ دنده خام جدا باشد و سپس آن را آن قدر به طرف داخل حرکت می دهند تا عمق مطلوب دندانه ایجاد شود.سپس ابزار تراش مارپیچ به موازات محور چرخش چرخ دنده خام تغذیه می شود.با چرخش چرخ دنده خام، دندا نه ها تولید می شوند و تغذیه ابزار در پهنای چرخ دنده خام پهنای مناسب به دندانه می دهد.
از آنجا که چرخ دنده تراشی با ابزار مارپیچ، یک عمل پیوسته با ابزار چند لبه است، سریع و اقتصادی می باشد و تعداد بیشتری چرخ دنده توسط این فرآیند نسبت به سایر فرآیند ها تولید می شود. کیفیت چرخ دنده های تولیدی با این فرآیند بسیار خوب است و تهیه محور های خارخور و هزار خار نیز با این روش میسر است. ابزار تراش ممکن است تک راهه، دو راهه یا سه راهه باشد. ابزار های چند راهه آهنگ تولید را بالا می برند ولی دقت کار آنها به اندازه دقت کار ابزار های چرخ دنده تراش مارپیچ یک راهه نیست.
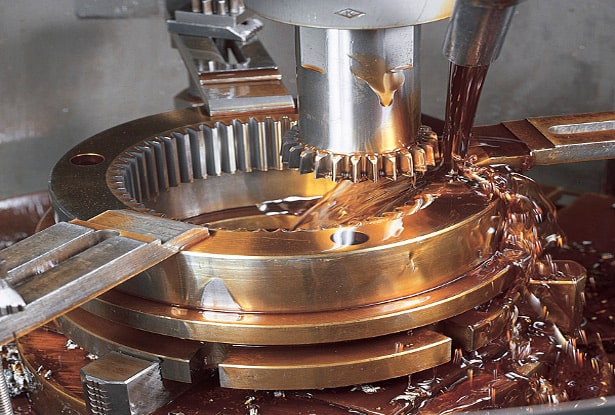
ماشین های چرخ دنده تراش با ابزار مارپیچ در اندازه های گوناگون ساخته می شوند. شکل سمت راستی نمایشگر یک ماشین کوچک است، در حالی که در شکل سمت چپی تراش یک چرخ دنده با قطر بیش از 8 فوت را بوسیله ماشین چرخ دنده تراش با ابزار مارپیچ می توان مشاهده کرد.
اینگونه ماشین ها که برای تراش چرخ دنده های بزرگ و دقیق به کار کمی روند، معمولا در اتاق ها مخصوص با دمای کنترل شده نصب می شوند. دمای سیال تراش کاری به دقت کنترل می شود تا از تغییر ابعاد و عدم دقت حاصل از تغییرات دما جلوگیری شود.
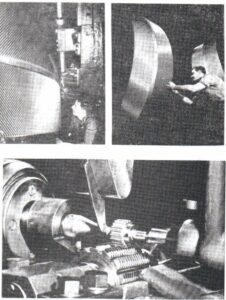
نمونه ای ازانواع ماشین های تراش چرخدنده
عملیات حرارتی بر روی چرخ دنده ها موجب می شود که مقدار لقی یال دندانه ها، تغییر کنند. بدین منظور و برای اطمینان از مقدار لقی برای سنگ زنی قسمت ته لبه دندانه، برجستگی (T) در روی هاب، انداکی بزرگتر از لقی (k) ساخته می شوند.
تلرانس ها
هاب ها با 5 درجه تلرانس ساخته می شوند. که 3 درجه برای پروفیل های سنگ زنی شده و 2 درجه برای پروفیل های سنگ زنی نشده می باشد.
پروفیل سنگ زنی شده:
- AA دقت بسیار زیاد
- A دقت زیاد
- B استاندارد
پروفیل سنگ زنی نشده:
- C دقت زیاد
- D استاندارد
انتخاب درجه دقت هاب بستگی به این دارد چرخ دنده با کدام درجه تلرانس ساخته می شود.
درجات تلرانس توصیه شده برای هاب ها در شکل فقط در چرخ دنده هایی به کار می رود در ماشین های تولیدی زده شوند.


